Business introduction
SOLUTION

WELLFINE
QUALITY CONTROL PROCESS
A Specialized Manufacturer of Liquid & Jelly-Type Health Supplements Wellfine has rapidly
grown into a leading manufacturer of liquid and jelly-type health functional foods,
driven by our commitment to product stability and optimized functionality.
Equipped with advanced R/O (Reverse Osmosis) systems and HEPA filter systems,
we ensure safe and hygienic manufacturing processes.
As a certified GMP and HACCP facility,Wellfine operates as a responsible and trusted partner—dedicated to
safeguarding consumer health and leading by example in the industry.


Production Infrastructure

R/O System
A purification system that uses
reverse osmosis to ensure water quality

UHT System
Rapidly heats liquid products at
ultra-high temperatures
to eliminate microorganisms
Air Conditioning
Equipment System
Controls air contamination and
regulates cleanroom environments

HEPA Filter System
An air purification system that removes
fine airborne particles using HEPA filters

Clean Room System
A quality assurance system
that prevents external contamination and
cross-contamination within the facility

High Rack System
Stores ingredients and
finished products under controlled temperature
and humidity conditions
PRODUCTION LINE
| Type | Volume | No. of Lines | Daily Production Capacity (8H) |
Minimum Order Quantity (MOQ) |
|---|---|---|---|---|
|
Rotary Pouch (shaped, standing) |
20 ml - 340 ml |
4 lines |
240,000 pouches |
120,000 pouches |
|
Stick 1, 2 (Liquid Stick – 27 mm width) |
10 ml - 15 ml |
2 lines |
240,000 sticks |
120,000 sticks |
|
Stick 3, 8 (Liquid Stick – 30 mm width) |
15 ml - 22 ml |
2 lines |
240,000 sticks |
120,000 sticks |
|
Stick 4 (Liquid Stick – 50 mm width) |
30 ml - 50 ml |
1 line |
100,000 sticks |
100,000 sticks |
|
Stick 5, 6 (Jelly Stick – 25.5 mm width) |
18 g |
2 lines |
240,000 sticks |
120,000 sticks |
|
Stick 7 (Jelly Stick – 30 mm width) |
15 g - 25 g |
1 line |
120,000 sticks |
120,000 sticks |
|
Bottle (PET, labeled) |
200 ml - 1,800 ml |
6–7 heads (filling), |
8,000 - 10,000 bottles |
8,000 bottles |
Production Equipment Overview

R/O System
- Produces high-purity water by removing ions through reverse osmosis
- Removes all micro-impurities and contaminants in water
- Ensures stable quality with consistent water use

Mixing & Transfer Equipment
- Equipment for mixing and transfer processes
- 1t x 1uint, 2t x 2 units, 3t x 2 units, 5t x 4 units, 7t x 2 units, 14t, service tanks 0.5t, 1t x 5 units

Extraction Equipment
- Extraction using raw ingredients with a closed-type system
- 1t x 1uint, 3t x 2 units, 5t x 2 units, 7t tank available for extraction

Homogenizing Equipment
- 1 unit of 1t homogenizer, 3 units of 2t homogenizer

UHT Sterilizer (Pouch / Dual Boiler Type)
- UHT(Ultra Heat Treated) system
- Ensures safe preservation of nutritional components through instantaneous heating
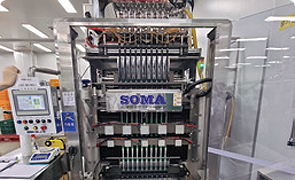
Stick Filling Machine (8 lanes for pouch)
- Stick-type filling machine for pouch packaging
- Daily production capacity: approx. 120,000 units / 10-lane model

Rotary Filling Machine (Shape/Standing Pouch)
- Daily production capacity: approx. 100,000–120,000 units (4-lane model)
- Suitable for 20ml–340ml volumes

Glass Bottle Filling Machine
- Daily production capacity: approx. 5,000–10,000 units
- 6-head x 1 unit, 2-head x 1 unit
- Suitable for 200ml–1,800ml volumes

Continuous Cooling Line
- Continuous cold water cooling system
- Minimizes nutrient loss and maintains optimal texture through rapid cooling
- Equipped with a chiller to maintain product temp. below 45°C for stable post-processing

Continuous Sterilization Line
- High-speed sterilization line operating at -95°C for 10 seconds
- Minimizes contamination risk during packaging and ensures safety

Shrink Tunnel
- High-temp shrink tunnel for premium packaging
- Enables full-container shrink design for a modern and premium look

Metal Detector
- Detects the presence of metal contaminants in products

Weight Checker
- Equipment that automatically rejects underweight or overweight products
- Ensures accurate filling and prevents defective products from passing

Vision Sensor
- Uses cameras and sensors to inspect products in real time
- Automatically detects defects such as mislabeling, poor sealing, and contamination (e.g., foreign substances, missing prints)

Laser Printer
- High-resolution laser printing system
- Delivers superior print quality and durability for various regulatory and branding needs

Automatic Packaging System
- High-speed packaging system optimized for efficiency and productivity
- Supports both small and bulk packaging lines

Logistics Warehouse
- Equipped for Cold, Frozen, and Room Temperature Storage
R/O System
- Produces high-purity water by removing ions through reverse osmosis
- Removes all micro-impurities and contaminants in water
- Ensures stable quality with consistent water use
Mixing & Transfer Equipment
- Equipment for mixing and transfer processes
- 1t x 1uint, 2t x 2 units, 3t x 2 units, 5t x 4 units, 7t x 2 units, 14t, service tanks 0.5t, 1t x 5 units
Extraction Equipment
- Extraction using raw ingredients with a closed-type system
- 1t x 1uint, 3t x 2 units, 5t x 2 units, 7t tank available for extraction
Homogenizing Equipment
- 1 unit of 1t homogenizer, 3 units of 2t homogenizer
UHT Sterilizer (Pouch / Dual Boiler Type)
- UHT(Ultra Heat Treated) system
- Ensures safe preservation of nutritional components through instantaneous heating
Stick Filling Machine (8 lanes for pouch)
- Stick-type filling machine for pouch packaging
- Daily production capacity: approx. 120,000 units / 10-lane model
Rotary Filling Machine (Shape/Standing Pouch)
- Daily production capacity: approx. 100,000–120,000 units (4-lane model)
- Suitable for 20ml–340ml volumes
Glass Bottle Filling Machine
- Daily production capacity: approx. 5,000–10,000 units
- 6-head x 1 unit, 2-head x 1 unit
- Suitable for 200ml–1,800ml volumes
Continuous Cooling Line
- Continuous cold water cooling system
- Minimizes nutrient loss and maintains optimal texture through rapid cooling
- Equipped with a chiller to maintain product temp. below 45°C for stable post-processing
Continuous Sterilization Line
- High-speed sterilization line operating at -95°C for 10 seconds
- Minimizes contamination risk during packaging and ensures safety
Shrink Tunnel
- High-temp shrink tunnel for premium packaging
- Enables full-container shrink design for a modern and premium look
Metal Detector
- Detects the presence of metal contaminants in products
Weight Checker
- Equipment that automatically rejects underweight or overweight products
- Ensures accurate filling and prevents defective products from passing
Vision Sensor
- Uses cameras and sensors to inspect products in real time
- Automatically detects defects such as mislabeling, poor sealing, and contamination (e.g., foreign substances, missing prints)
Laser Printer
- High-resolution laser printing system
- Delivers superior print quality and durability for various regulatory and branding needs
Automatic Packaging System
- High-speed packaging system optimized for efficiency and productivity
- Supports both small and bulk packaging lines
Logistics Warehouse
- Equipped for Cold, Frozen, and Room Temperature Storage
